
とは何ですか ホットメルトフィルム それはどのように機能するのでしょうか?
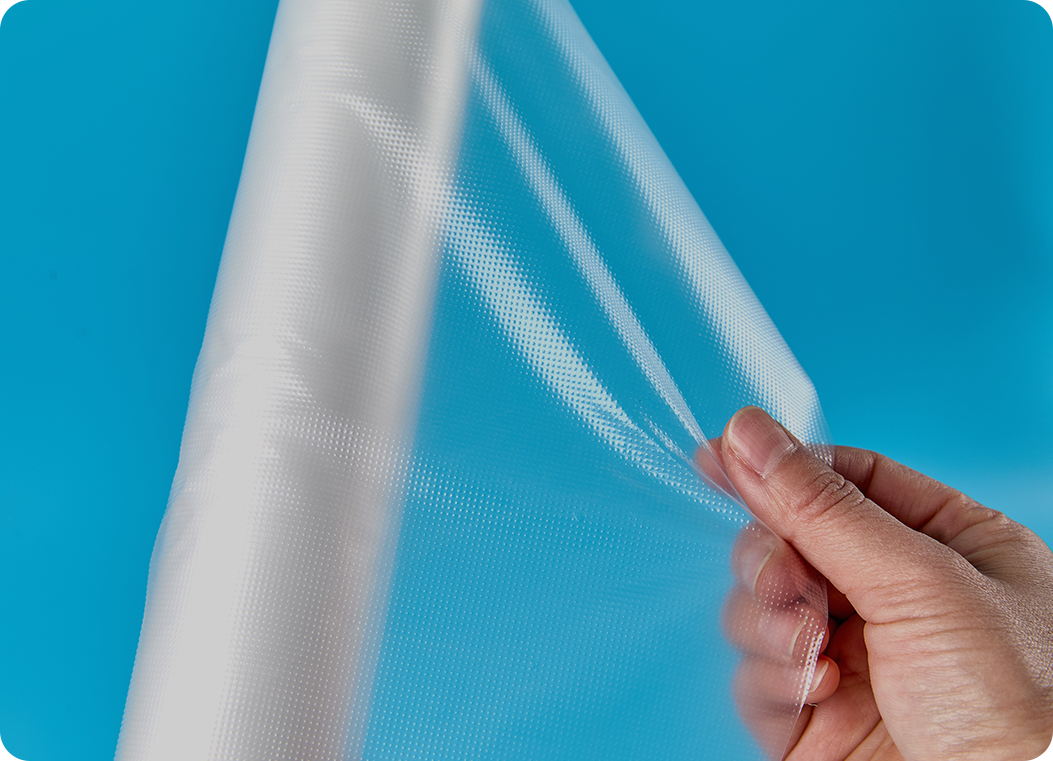
ホットメルト フィルムは、熱と圧力が加えられたときに 2 つの基材を接着する、薄く均一な層に設計された熱可塑性接着材料です。液体接着剤とは異なり、固体の形態 (通常はロールまたはシート) で提供されるため、取り扱いが簡単で、保管が容易で、塗布厚さが非常に安定しています。活性化温度以上に加熱すると、フィルムが溶けて接触する材料の表面に流れ込み、冷却すると耐久性のある結合を形成します。
コアの化学的性質は、使用目的によって異なります。一般的なベースポリマーには次のものがあります。
- ポリウレタン(PU) — 優れた柔軟性、耐湿性、洗濯性を備え、繊維製品や履物に広く使用されています。
- ポリエチレン(PE) — パッケージングおよび軽量接着用途向けのコスト効率の高いオプション
- エチレン酢酸ビニル (EVA) — 良好な粘着性と低い活性化温度、フォームと布地の接着に適しています
- コポリアミド (CoPA) およびコポリエステル (CoPES) — 耐熱性や化学的安定性を必要とする厳しい産業環境向けの高性能オプション
通常、活性化温度の範囲は次のとおりです。 80℃~180℃ 、配合に応じて、接着圧力は通常、ローラーまたはプレスシステムによって適用されます。溶剤を使用しないことが重要な利点です。ホットメルト フィルムは加工中に VOC を排出しないため、よりクリーンな生産環境をサポートし、環境規制への準拠が容易になります。

ホットメルトラミネーション: プロセス、装置、および主要なパラメータ
ホットメルトラミネート ホットメルト フィルムを使用して、2 つ以上の材料層を単一の複合構造に結合するプロセスです。アパレル、自動車内装、医療用繊維、濾過、工業用不織布などの業界で広く採用されています。ラミネート製品は通常、各基材層の特性を組み合わせています。たとえば、生地の通気性と膜の防水性、フォームの柔らかさと織った裏地の構造的サポートなどです。
ラミネートプロセスには、次の 3 つの主要な段階が含まれます。
- フィルムの送りと巻き戻し — ホットメルトフィルムをロールから巻き出し、接着する基材の間に導入します。
- 加熱と活性化 — フィルムは加熱ゾーン (カレンダー ローラー、フラットベッド プレス、または赤外線ヒーター) を通過し、その温度が融点以上に上昇します。
- 接着と冷却 — ニップローラーが 2 枚の基板間の活性化フィルムを押し込み、アセンブリを冷却して結合を固定します。
重要なプロセスパラメータには、温度均一性、ライン速度、ニップ圧力、滞留時間などがあります。これらの要因のいずれかが逸脱すると、不完全な接合、層間剥離、または基板の損傷が発生する可能性があります。最新のラミネート ラインでは、PLC 制御システムが統合されていることが多く、すべてのパラメータにわたって厳しい許容誤差をリアルタイムで維持します。
| フィルムの種類 | 典型的な活性化温度 | 共通アプリケーション | キーのプロパティ |
|---|---|---|---|
| PUホットメルトフィルム | 100~140℃ | スポーツウェア、シューズ、医療用繊維 | 柔軟性、耐洗濯性、通気性 |
| EVAホットメルトフィルム | 80~120℃ | フォームラミネート、包装 | 低い活性化温度、良好な粘着性 |
| CoPAホットメルトフィルム | 130~170℃ | 自動車、産業用複合材 | 高い耐熱性、化学的安定性 |
| CoPES ホットメルトフィルム | 120~160℃ | 工業用不織布、濾過 | 寸法安定性、耐久性 |
ホットメルトフィルムと他のラミネート方法
ホットメルト ラミネートは他のいくつかの接合技術と競合し、それぞれに明確なトレードオフがあります。ホットメルトフィルムがどこで優れているか、どこでそうでないかを理解することは、メーカーが情報に基づいて材料とプロセスを選択するのに役立ちます。
vs. フレームラミネート
フレームラミネートはポリウレタンフォームの表面を直接溶かして接着するため、接着層が不要になります。高速かつ低コストですが、直火燃焼が発生し、揮発性化合物が生成され、接着品質の制御が制限されます。 ホットメルトフィルムラミネートにより燃焼を完全に排除 そのため、膜、弾性生地、直火で損傷する可能性のあるデリケートな不織布などの傷つきやすい基材に適しています。
vs. 溶剤ベースの接着剤ラミネート
溶剤接着剤は強力な初期粘着力と良好な被覆率を提供しますが、乾燥トンネル、溶剤回収システム、および厳密な換気制御が必要です。また、耐用年数が終了した後のリサイクル性にも課題があります。ホットメルトフィルムは乾燥や溶剤の回収が不要で、 全体的なエネルギー消費量を 20 ~ 40% 削減します 業界ベンチマークによると、同等の生産シナリオでの結果です。
vs. 水性(水性)接着剤ラミネート
水性接着剤は溶剤よりも環境的には好ましいですが、それでも長時間の乾燥と硬化時間が必要です。ライン速度が高い場合、一貫した接着強度を達成するのが難しい場合があります。対照的に、ホットメルトフィルムは冷却するとすぐに接着するため、 より高速なスループットとインライン品質検査 硬化サイクルを待たずに。
ホットメルトラミネートの産業応用
ホットメルトフィルムの多用途性により、ホットメルトフィルムは多くの分野の基礎材料となっています。需要を牽引する主要産業は以下のとおりです。
- アパレルとスポーツウェア — PU ホットメルト フィルムは、防水膜 (PTFE や TPU など) をアウターシェル生地にラミネートするために広く使用されており、通気性と耐候性のある衣類を作成します。また、シームレス接着用途でステッチの縫い目を置き換え、重量を軽減し、防水性を向上させます。
- 履物 — 靴のアッパー、インソール、補強コンポーネントはホットメルトフィルムを使用して接着されており、接着幅を正確に制御し、繰り返しの屈曲や洗濯に対する優れた耐性を提供します。
- 自動車内装品 — ドアパネル、ヘッドライナー、シートカバー、トランクライナーは CoPA または CoPES フィルムを使用してラミネートされており、10 年間の耐用年数にわたって車内の高温や紫外線に耐えることができます。
- 医療および衛生繊維 — 滅菌ドレープ、手術用ガウン、および創傷ケア製品は、バリア性能を維持しながら、溶剤を含まず、皮膚に触れても安全な PU ホットメルト フィルムに依存しています。
- ろ過および工業用不織布 — ホットメルトラミネート加工により、細孔をブロックすることなく濾過膜を支持層に接着し、空気の流れと粒子捕捉効率を維持します。
- 包装 — 軟包装メーカーは、PE および EVA ホットメルト フィルムを使用して、バリア フィルム、箔、印刷層を組み合わせた多層ラミネートを製造します。
適切なホットメルトフィルムの選択: 重要な評価基準
ラミネート用途に適切なホットメルトフィルムを選択するには、複数の製品パラメータを基材、最終用途の要件、生産環境に適合させる必要があります。最も重要な基準は次のとおりです。
- 活性化温度の互換性 — フィルムは、最も敏感な基材の耐熱性以下で活性化する必要があります。デリケートな生地や熱可塑性膜の場合は、低活性化 EVA または柔らかい PU フィルムが推奨されます。
- フィルムの厚さ (gsm / ミクロン) — 薄いフィルム (15 ~ 30 gsm) は繊維の手触りを保ち、通気性を維持します。より厚いフィルム (50 ~ 100 gsm) は、硬質または半硬質の基材に対してより大きな構造的接着強度を提供します。
- 剥離強度とせん断強度 — N/cm または N/25mm で指定される場合、これらの値は、引張力、剥離力、せん断力など、使用中に接着複合材が受ける機械的応力を超えなければなりません。
- 耐洗濯性とドライクリーニング性 — 衣類の用途には通常、ISO 6330 または EN ISO 15797 の洗濯テストが必要です。フィルムは、指定された温度で 20 ~ 50 回の洗浄サイクルを通じて結合の完全性を維持する必要があります。
- 開館時間 — 加熱後に溶融フィルムが接着可能な状態を保つ期間。オープンタイムが長いと、遅い生産ラインでもより正確な基板の位置合わせが可能になります。
- 規制遵守 — 医療および食品と接触する用途には、REACH、RoHS、または FDA 規格を満たすフィルムが必要です。購入者は標準的な慣例として、MSDS 文書とサードパーティのテストレポートを要求する必要があります。
ほとんどの産業用バイヤーにとって、 サンプルフィルムの請求と実機でのラミネートトライアル は、大量注文を行う前に材料の適合性を検証する最も信頼できる方法です。信頼できるサプライヤーは、技術サービスの一環としてアプリケーション サポートとプロセス パラメーターの推奨事項を提供します。






