
とは何ですか 水溶性フィルム ?
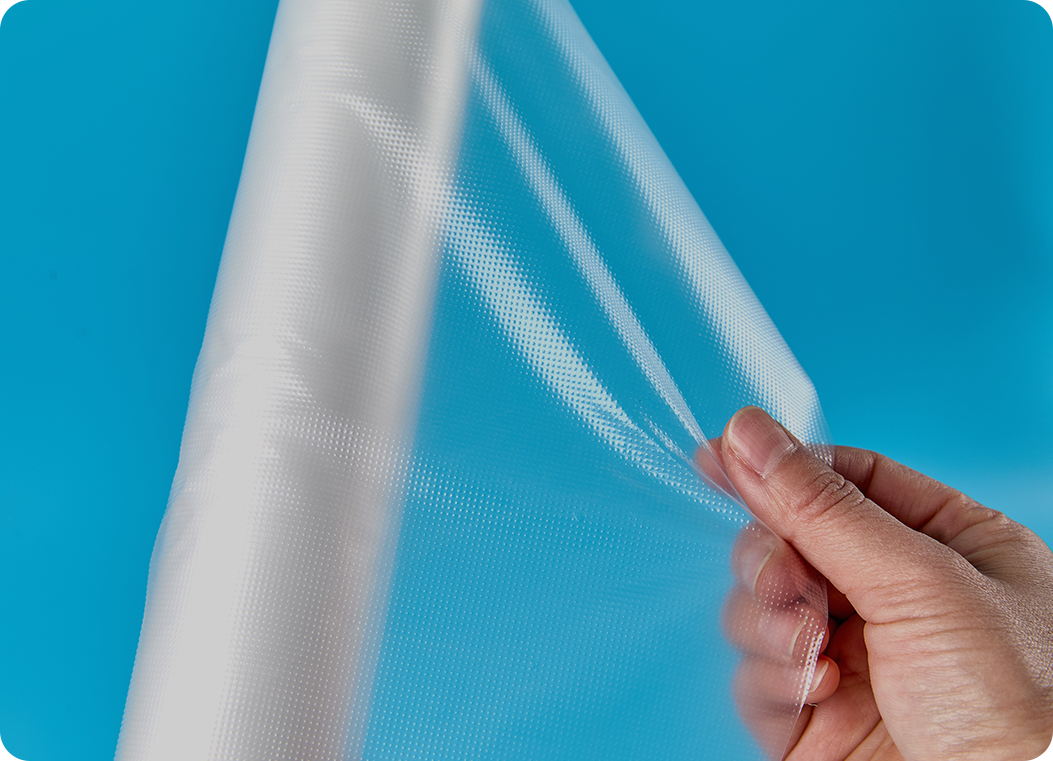
水溶性フィルムは、水にさらされると完全に溶解し、残留物、フィルムの破片、マイクロプラスチック汚染を残さないように設計された薄くて柔軟なポリマー基板です。環境中に何百年も存続する従来のプラスチックフィルムとは異なり、水溶性フィルムは、水温、フィルムの厚さ、配合に応じて、数分から数時間以内に無害な化合物(通常は水、二酸化炭素、微量有機物)に分解されます。
ほとんどの市販の水溶性フィルムの基材は、 ポリビニルアルコール (PVA または PVOH) — 制御された加水分解プロセスを通じてポリ酢酸ビニルから得られる合成ポリマー。 PVA フィルムは無毒で、適切な条件下では生分解性があり、幅広い印刷インキ、洗剤、農薬、接着剤と互換性があります。この機能の多様性と環境適合性の組み合わせにより、包装、農業、繊維製造、装飾表面仕上げなどのさまざまな業界での採用が推進されています。

水溶性プラスチックと従来のプラスチック: 主な違い
「水溶性プラスチック」という用語は、水溶性フィルムと同じ意味で使用されることがありますが、区別は重要です。従来のプラスチック (ポリエチレン、ポリプロピレン、PET) は疎水性ポリマーです。水をはじき、周囲条件下での化学的分解に耐えます。対照的に、水溶性プラスチックは親水性です。そのポリマー鎖は水分子と相互作用し、材料が溶液中に分散するまで鎖間の結合を弱めます。
これは単に薄さや脆さの問題ではありません。 ポリエチレン袋と同じ厚さの水溶性フィルムは温水に 2 分以内に溶解しますが、ポリエチレン袋は構造的に変化しません。 溶解挙動は基本的な材料特性であり、劣化によるアーチファクトではありません。
| プロパティ | 水溶性フィルム (PVA) | 従来のプラスチック(PE/PP) |
|---|---|---|
| 水の相互作用 | 溶ける(親水性) | はじく(疎水性) |
| 環境への持続性 | 適切な条件下では生分解性 | 100~500年 |
| マイクロプラスチックのリスク | なし(分子レベルまで溶解) | 高 (時間の経過とともに断片化) |
| 印刷適性 | 水性インクやグラビアインクとの相性が抜群 | 表面処理が必要です |
| 毒性 | 非毒性、食品との接触が承認されたグレードも利用可能 | 添加剤パッケージによって異なる |
| 湿度に対する感度 | 高 - 管理されたストレージが必要 | 低い |
すべての水溶性プラスチックが同様に生分解性であるわけではないことに注意することが重要です。 PVA は急速に溶解しますが、完全に石化するには特定の微生物の活動が必要です。活性汚泥システムを備えた廃水処理施設では、PVA が効率的に分解されます。密閉された埋め立て地や低温の無酸素水域では、分解が大幅に遅くなります。水溶性材料であっても、責任ある寿命管理は引き続き不可欠です。
水溶性フィルムの主な用途
水溶性フィルムは、その溶解性、バリア性、および印刷適性の特性の独特な組み合わせを利用して、広範囲かつますます幅広い最終用途に使用されています。
単位用量包装(洗剤および農薬)
世界的に水溶性フィルムの最大の用途は単位用量包装、つまり洗濯洗剤のポッド、食器洗い機のタブ、および農薬の小袋に使用される事前に計量されたパウチです。フィルムは、正確な用量の濃縮製品をカプセル化します。洗濯機のドラムまたはスプレータンクに入れると、フィルムが完全に溶解し、ユーザーが扱ったり処分したりできる包装廃棄物を残さずに内容物が放出されます。これにより、濃縮された化学製剤との接触がなくなり、使用時のプラスチック包装廃棄物が削減されます。 ランドリーポッド形式は現在、北米と西ヨーロッパの液体洗剤市場の 20% 以上を占めています 、冷水可溶性および熱水可溶性の PVA フィルム グレードの大きな需要を促進しています。
水路印刷による水転写印刷
ハイドログラフィック印刷 (水転写印刷、ハイドロディッピング、またはキュービック印刷とも呼ばれます) は、水溶性フィルムの技術的に最も特徴的な用途の 1 つです。装飾パターンをグラビア印刷またはインクジェット印刷を使用して PVA フィルムに印刷し、印刷されたフィルムを水槽に浮かべます。活性化剤溶液が浮遊フィルムに塗布され、PVA が部分的に溶解され、インク層が自由浮遊液体表面膜に解放されます。次に、制御された角度と速度で三次元オブジェクトをインク膜に浸します。インク層はオブジェクトの輪郭に沿って表面に密着します。残留した PVA はすすぎサイクルで完全に溶解し、対象物には装飾的なインク パターンのみが残ります。
このプロセスは、木目、カーボンファイバー、迷彩、大理石、カスタム グラフィックなどの複雑な装飾パターンを、従来の平面印刷、デカール、またはペイント マスキングでは実質的にカバーできない曲面や不規則な表面に適用するために使用されます。一般的な基材には、自動車の内装トリム、オートバイのヘルメット、銃器の部品、スポーツ用品、家電製品の筐体などがあります。
刺繍と繊維の安定化
市販の刺繍では、水溶性フィルムは、機械刺繍中に伸縮性のある生地、タオル地、または緩く織られた素材の上に配置される安定剤またはトッピング層として機能します。フィルムが針刺し時に生地を安定に保持し、歪みや目飛びを防ぎます。刺繍が完了した後、水に浸して安定剤を取り除き、完成した衣服に裏地の素材が残らないようにきれいなステッチを残します。
病院および感染症対策用ランドリーバッグ
医療施設では、感染または汚染されたリネンを直接接触することなく取り扱うために、水溶性のランドリーバッグを使用しています。汚れたリネンは PVA バッグに密封され、バッグごと洗濯機に直接入れられます。バッグは最初の洗濯サイクルで溶解し、洗濯スタッフが汚染された素材を直接扱うことなく、リネンが洗濯水の中に放出されます。この用途では、バッグが輸送中に無傷で保持され、洗浄温度では確実に溶解することを保証するために、正確な溶解温度校正が必要です。
3D プリンティングのサポート構造
溶融堆積モデリング (FDM) 3D プリンティングでは、PVA フィラメントは、PLA や PETG などの構造フィラメントと並んで可溶性サポート材料として使用されます。印刷後、完成した部品を水に浸します。 PVA サポートが溶解し、機械的に除去することが不可能な内部空洞やオーバーハングを伴う複雑な形状が解放されます。これは、水溶性ポリマー材料の最も急速に成長しているニッチな用途の 1 つです。
ハイドログラフィック水転写印刷プロセス: ステップバイステップ
ハイドログラフィック印刷は、水溶性フィルム技術の最も視覚的に印象的なアプリケーションの 1 つであり、プロセスを理解することで、一貫した結果に必要な特定のフィルム特性が明確になります。
- 表面処理 — 基材を洗浄し、適切な表面形状に研磨し、ベースコートで下塗りします。ベースコートの色は、半透明のパターンの最終的な外観に影響します。たとえば、木目調フィルムは通常、茶色または黄褐色のベースの上に貼り付けられます。
- フィルムの準備 — 事前に印刷された PVA フィルム パネルは、オブジェクトの表面投影よりわずかに大きいサイズにカットされます。フィルムを印刷面を上にして水浴の表面に浮かべ、フィルムが柔らかくなり、しわが寄らずに水面になじむまで、60 ~ 90 秒間水和させます。
- アクティベーターアプリケーション — 化学活性化剤(通常はケトンまたはエステルベースの溶剤ブレンド)が浮遊膜全体に均一にスプレーされます。活性化剤は PVA 基材を部分的に溶解し、インクを水面上に浮遊する液体懸濁膜に放出します。活性化剤の濃度と滞留時間は重要です。活性化が不十分な場合はパターンが部分的に未溶解の PVA に結合したままになりますが、活性化が過剰な場合はインク膜が壊れてしまいます。
- ディッピング — 準備されたオブジェクトは、一定の角度と制御された速度 (通常は 10 ~ 30 cm/秒) でインク膜に浸されます。インク層は、表面張力とオブジェクトの水の移動によって、オブジェクトの輪郭の周りを包み込みます。複雑な形状では、パターンの歪みを最小限に抑え、表面全体を確実にカバーするために熟練した技術が必要です。
- すすぎ — 対象物をタンクから取り出し、きれいな水で徹底的に洗い流します。残留した PVA、活性剤、未付着インクが除去されます。この段階では、装飾的なパターンが見えますが、壊れやすいです。
- トップコート塗布 — 乾燥後、透明な保護トップコート(マット、サテン、またはグロス)をインク層の上に塗布します。トップコートは装飾を摩耗、紫外線、化学物質との接触から保護し、仕上げ表面の光沢を決定します。
フィルムの品質は、水路印刷の一貫性において最も重要な変数です。 フィルムは、水浮選中に早期に溶解することなく寸法安定性を維持し、パネル全体に活性剤を均一に受け入れ、PVA 残留物が物体表面に転写することなくインク層を完全に剥離する必要があります。フィルムの厚さ、PVA の加水分解度、および基材へのグラビアインクの接着力は、プロ仕様の水路印刷用フィルムを市販品と区別する主要な品質パラメータです。
水溶性フィルム市場:成長ドライバーと業界動向
世界の水溶性フィルム市場は、規制、消費者、業界の力の融合により、過去 10 年間で大幅に拡大しました。
包装の持続可能性に関する規制
欧州連合、英国、およびますます多くの米国の州における拡大生産者責任 (EPR) 法により、パッケージの耐用年数が終了したコストについてブランド所有者に経済的責任が課せられています。すでに 60 か国以上で制定されている使い捨てプラスチックの規制により、プラスチックを完全に排除するか、使用時に溶解する素材への移行が加速しています。水溶性フィルムは両方の懸念に同時に対処できるため、コンプライアンス リスクを管理する消費財企業にとって戦略的に魅力的な包装材料となります。
単位用量の消費者製品の成長
単位用量形式の利便性と投与精度により、ホームケア、パーソナルケア、農業分野で市場シェアが拡大し続けています。各ポッド、タブ、または小袋には、正確に設計されたフィルム パウチが必要です。単位用量の普及が世界的に、特に濃縮製品形式が初めて導入される新興市場で増加するにつれて、PVA フィルムの需要も比例して増加します。
自動車および消費者製品における水路印刷の拡大
水路印刷は、その起源である自動車のカスタマイズをはるかに超えて、主流の製造に移行しています。家具、スポーツ用品、電子アクセサリー、建築金物は水転写印刷を使用して仕上げられることが増えており、装飾グレードの水溶性フィルムの対象市場が拡大しています。このプロセスは、他の装飾方法よりも低コストで複雑で写実的な表面装飾を 3 次元オブジェクトに適用できるため、継続的な採用が推進されています。
サプライチェーンのローカリゼーション
現在、中国は世界の PVA フィルム生産能力を独占しており、原料 PVA 樹脂生産量と最終フィルム製造量の両方の大部分を占めています。しかし、2020年から2022年にかけてサプライチェーンが混乱したため、ヨーロッパ、北米、東南アジアの地域の生産能力への投資が加速しました。 この地理的多様化により、水溶性フィルム市場の競争構造が再形成されています。 、地域の生産者は、純粋に価格ではなく、リードタイム、技術サービス、およびアプリケーション固有のフィルムのカスタマイズで競争しています。
適切な水溶性フィルムの選択: 主要な仕様パラメータ
すべての水溶性フィルムが交換できるわけではありません。正しいフィルムの選択は、いくつかのパラメータにわたるアプリケーションの特定の要件によって異なります。
- 溶解温度 — フィルムは冷水 (20°C 以下)、温水 (20 ~ 40°C)、または熱水溶解用に処方されています。単位用量のランドリーポッドは冷水での溶解が必要です。病院のランドリーバッグは、輸送中の早期開封を防ぐために、40°C または 60°C の洗濯サイクルに合わせて調整されている場合があります。
- 厚さ — ミクロン単位で測定される厚さは、溶解時間、加工中の機械的強度、パウチ用途でのシールの完全性に影響します。ハイドログラフィーフィルムの一般的な範囲は 20 ~ 40 μm です。洗剤ポッドの包装フィルムの範囲は 60 ~ 90 μm です。
- 加水分解度 — 製造中にポリ酢酸ビニルがポリビニルアルコールに変換される程度によって、水溶性が決まります。加水分解度が高くなると、フィルムが生成され、溶解するにはより多くの熱水が必要になります。加水分解度が低いと冷たい水に溶けますが、引張強度は低くなります。
- 印刷適性 — 水路印刷および装飾用途には、グラビア印刷インキと互換性のある表面エネルギーとインキ接着特性を備えたフィルムが必要です。すべての PVA フィルム グレードが微細パターン印刷に適しているわけではありません。
- 化学的適合性 — 包装用途では、フィルムは内容物に対して化学的に不活性でなければなりません。高アルカリ性の洗剤配合物は、配合度の低いフィルムをあらかじめ溶解してしまう可能性があります。吸湿性の高い内容物は早期の軟化を引き起こす可能性があります。生産規模を拡大する前に、目的の充填材料との適合性テストが不可欠です。






