
ホットメルト接着剤は、溶融、流動、冷却によって材料を接着し、強力な物理的および化学的接合を形成する無溶剤の熱可塑性化合物です。ホットメルトの基本的な利点は速度です。蒸発や化学硬化ではなく、冷却すると数秒で固まります。この 1 つの特性により、高速パッケージング ラインにおける主要な接着技術となっています。 包装用ホットメルト接着剤 現在、世界中のすべてのケースとカートンのシールの 60% 以上を占めています。を評価しているかどうか ポリオレフィン系ホットメルト接着剤 困難な基材または選択用 ホットメルト塗布システム 新しい生産ラインの場合、基礎となる化学物質とプロセスパラメータが成功を左右します。この記事では、あらゆる重要な側面を取り上げます。 ホットメルト接着剤配合 フィルムの種類も正確に ホットメルト接着剤の温度 接着剤を劣化させることなく適切に溶かす制御方法と方法。
ホットメルト接着剤とは: 化学と中心のメカニズム
最も単純に言えば、 ホットメルト接着剤とは何ですか その答えは、ベースポリマー、粘着付与樹脂、可塑剤またはワックスの 3 つの部分の構成によって決まります。ポリマー骨格 (通常はエチレン酢酸ビニル (EVA)、ポリオレフィン、またはポリアミド) は、凝集強度と柔軟性を提供します。炭化水素やロジンエステルなどの粘着付与樹脂は溶融粘度を下げ、表面の濡れを改善しますが、ワックスはオープンタイムとセット速度を制御します。標準的なEVAベースでは 工業用ホットメルト接着剤 、配合は約 30 ~ 40% のポリマー、30 ~ 40% の粘着付与剤、および 20 ~ 30% のワックスです。このブレンドは 180°C で 500 ~ 3,000 mPa・s の溶融粘度をもたらし、ノズルまたはスロット ダイを通してきれいに塗布できます。
より専門的なブランチは、 ポリオレフィン系ホットメルト接着剤 、非晶質ポリアルファオレフィン (APAO) またはメタロセン触媒ポリオレフィンエラストマーをベースとしています。これらの接着剤は、ポリプロピレンやポリエチレンなどの低表面エネルギーのプラスチック(従来の EVA グレードでは表面処理なしでは接着できない基材)に非常によく接着します。 APAO ベースのホットメルトは、130 ~ 165 °C のリング アンド ボール軟化点を示し、-30 °C まで柔軟性を維持するため、屋外での組み立てや自動車の内装トリムに最適です。特に、 ホットメルトとは何ですか 物理的な観点から見ると、状態変化が完全に可逆的な材料です。接着ラインを再加熱すると接着剤が柔らかくなり、再配置や分解が可能になります。
業界を超えたホットメルト接着剤の用途と応用
のリスト ホットメルト接着剤を使用 マイクロスケールのエレクトロニクスから重梱包や建設まで多岐にわたります。以下の表にキーをまとめます ホットメルト接着剤の用途 業界別、最適な配合タイプ別にご紹介します。いずれの場合も、接着剤は溶融状態で塗布され、架橋ではなく冷却によって接着強度が発現するため、即時の取り扱いが可能になります。
| アプリケーション部門 | 代表的なホットメルトタイプ | 主要なパフォーマンス要件 | 適用温度 (°C) |
|---|---|---|---|
| ケースとカートンの封印 | EVAベース | 速いセット時間、高いグリーンタック | 160 – 180 |
| 製本とグラフィックアート | EVAまたはPURホットメルト | 柔軟な背骨、長いオープンタイム | 140 – 160 |
| 自動車内装トリム | ポリオレフィン(APAO) | 低温柔軟性、PP接着性 | 170 – 195 |
| 電子部品の組み立て | ポリアミドまたは反応性ホットメルト | 誘電安定性、正確な塗布 | 190 – 210 |
| 繊維およびアパレルのラミネート加工 | ホットメルト接着フィルム(TPU、EVA) | 耐洗濯性、ソフトな手触り | 120~150 |
| 感圧ラベルとテープ | SBC系ホットメルト粘着剤 | 永続的なタック、低VOC | 150 – 170 |
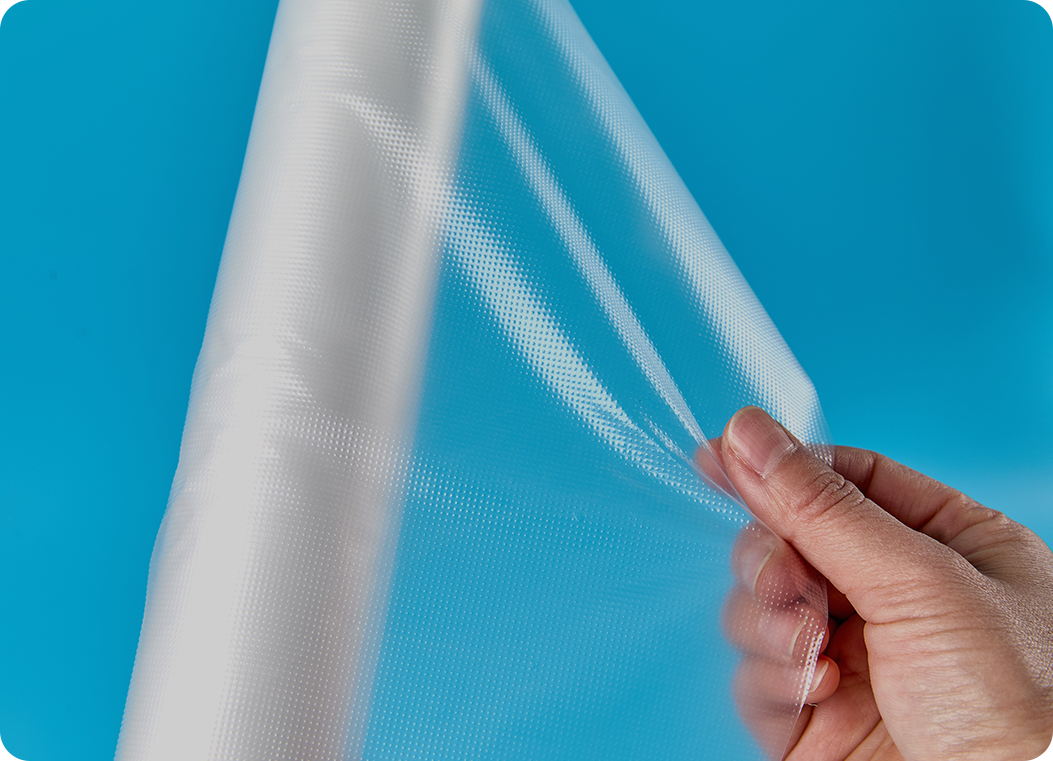
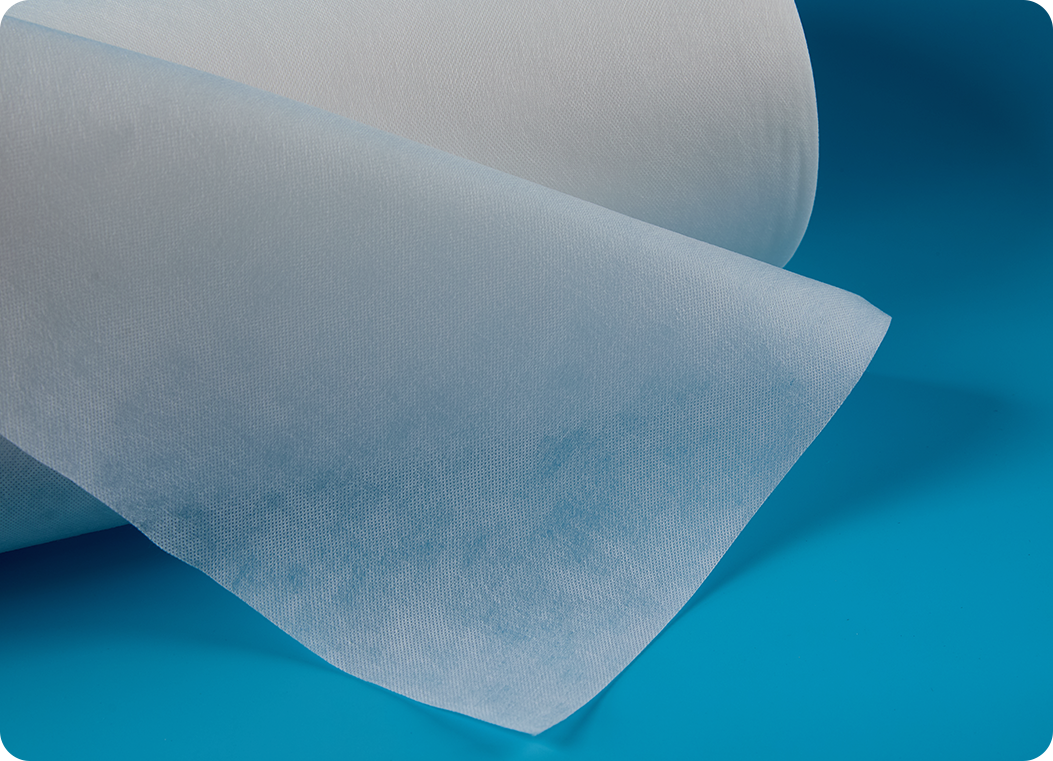
のために 包装用ホットメルト接着剤 主力配合は、溶融粘度が約 800 mPa・s の EVA です。毎分 80 ケースの速度で稼働するラインでは、オープンタイムが 2 秒未満、セットタイムが 0.8 秒未満であることが求められます。対照的に、 ポリオレフィン系ホットメルト接着剤 自動車のドアパネルアセンブリに使用されるものは、クランプする前に部品の位置合わせを可能にするために 15 ~ 30 秒のオープンタイムを持つ場合があります。への移行 ホットメルト接着フィルム 繊維接着では、コーティング重量の一貫性という液体ホットメルトの重要な制限にも対処します。 50 ミクロンの TPU フィルムは、広い表面全体に均一な接着厚さを実現します。これは、ビードやスプレー塗布では達成不可能です。
ホットメルト接着フィルム 、コーティング、およびテープのフォーマット
すべてのホットメルトが液体ビーズとして適用されるわけではありません。 ホットメルト接着フィルム 熱可塑性接着剤の固体シートまたはウェブであり、通常はロールで供給され、熱ラミネートによって活性化されます。一般的なポリマーには、熱可塑性ポリウレタン (TPU)、EVA、ポリオレフィンなどがあります。 ホットメルト接着剤コーティング スロット ダイ、ローラー、またはスプレー システムを使用して、溶融した接着剤を基材 (多くの場合、紙、フィルム、または布地) に塗布するプロセスを指します。コーティング重量は、感圧ラベルストックの場合は 5 g/m² から、自動車ヘッドライナーのラミネート加工の場合は最大 200 g/m² までの範囲になります。典型的な場合 ホットメルト接着剤コーティング ライン、加熱タンクが接着剤を最適な状態に維持します。 ホットメルト接着剤の温度 (通常は 160 ~ 180°C)、計量ポンプにより最大 60 bar の圧力でコーティング ヘッドに供給されます。
ホットメルトテープとは ?これは、ホットメルト配合物を基材 (通常は BOPP、ポリエステル、または紙) にコーティングし、冷却することによって製造される感圧接着テープです。溶剤ベースのテープとは異なり、ホットメルト テープは製造中に VOC の排出がゼロで、高いせん断強度を備えています。 ホットメルト接着剤による包装 テープ業界のフォーマットには、バルク ブロック、ピロー、ドラムが含まれており、これらはコーティング ラインのメルターに供給されます。テープに使用されるホットメルトには、通常、スチレン ブロック コポリマー (SBC) ベースと、感圧性の粘着力を提供する粘着付与剤が組み込まれています。これらのテープは、カートンのシーリング、スプライシング、および汎用包装に広く使用されています。

接着剤を正しく溶かし、温度を管理する方法
適切な 接着剤を溶かす方法 この技術は結合強度と炭化物の形成に直接影響します。産業用 ホットメルト塗布システム 正確な PID 温度制御を備えた電気加熱タンクを使用します。接着剤は指定温度まで徐々に加熱する必要があります。 ホットメルト接着剤の温度 配合に応じて、多くの場合 150 °C から 200 °C の間で、可能な限り短い時間その温度に保持されます。劣化はアレニウスの関係に従います。推奨設定値を 10℃上回るごとに、熱分解速度は 2 倍になります。黒ずんだ粒子として形成される炭は、ノズルを詰まらせ、接着フィルムを弱める可能性があります。高品質 ホットメルト塗布システム タンクからアプリケーションヘッドまでの流体経路全体にわたって温度均一性を±2℃以内に維持します。
- タンクとホースの温度を接着剤メーカーのデータシート仕様に正確に設定します。
- 生産を開始する前にタンクを 30 ~ 45 分間予熱し、接着剤がホットスポットなく完全に溶けていることを確認します。
- 完全に溶けた材料の上に新しい接着剤を直接追加しないでください。常に溶融池を維持し、徐々に追加してください。
- 経時的な粘度変化を監視します。溶融粘度の 15% の増加はポリマーの劣化を示しており、タンクをパージする必要があることを意味します。
- 酸素が酸化を促進するため、溶融タンクが長時間大気に開放されている場合は、窒素ブランケットを使用してください。
のために small-scale or manual applications, 接着剤を溶かす方法 多くの場合、固定 195°C で動作するグルーガンを使用して行われます。重要なルールは、接着剤が溶けてから 2 ~ 3 分以内に塗布することであり、発熱体の接触点で焦げを引き起こす可能性があるため、その温度で何時間も放置しないでください。
ホットメルト接着剤の配合とメーカーの選択
堅牢な ホットメルト接着剤配合 オープンタイム、接着強度、熱安定性、基材適合性のバランスを保ちます。バイオベースおよび低 VOC 配合への移行により、新しいポリマーブレンドが導入されています。最近の傾向の 1 つは、接着性を犠牲にすることなく生分解性を向上させるために、ホットメルトでポリ(乳酸)セグメントを使用することです。もう 1 つは、塗布後に周囲の湿気で硬化する反応性ホットメルト配合物で、10 MPa を超える構造接着強度を実現します。から調達する場合 ホットメルト接着剤メーカー 、最も重要な評価基準は、バッチ間の粘度の一貫性 (通常は目標の ±5% 以内)、EVA グレードの遊離ホルムアルデヒド含有量 (0.1% 未満である必要がある)、および包装用接着剤に関する FDA 21 CFR 175.105 などの間接的な食品接触規制への準拠です。
資格のある ホットメルト接着剤メーカー 推奨温度で少なくとも 72 時間にわたる粘度対時間を示す完全な熱安定性曲線が得られます。主要な ホットメルト接着剤メーカー また、ノズルの推奨、温度プロファイリング、基板との互換性テストなどのアプリケーション サポートも提供します。オプションを評価する場合は、環球式軟化点、180°C での溶融粘度、および特定の基材上の剥離接着力またはせん断接着力をカバーする分析証明書付きのサンプル バッチを要求してください。このデータにより、サプライヤー間の直接比較が可能になり、接着剤が既存の製品に適用されることを確認できます。 ホットメルト塗布システム 変更なしで。
工業用ホットメルト接着剤: 傾向とパフォーマンスデータ
の市場 工業用ホットメルト接着剤 溶剤接着剤からの移行と電子商取引用包装の急速な拡大により、2030 年まで 5.8% の CAGR で成長すると予測されています。 EVAは依然としてボリュームベースで最大のセグメントであるが、 ポリオレフィン系ホットメルト接着剤 リサイクルされた低エネルギー基板での性能により、需要は年間約 8% のペースで急速に増加しています。ポリプロピレンの制御された重ねせん断試験では、標準の EVA グレードの 1.1 MPa と比較して、APAO ベースのホットメルトは 3.2 MPa を達成しました。のために ホットメルト接着剤包装 輸送ボックスで使用される最新の低温適用温度配合物は、わずか 135°C で実行できるため、エネルギー消費量が 22% 削減され、ライン オペレーターの火傷リスクが軽減されます。
要件が ホットメルト接着フィルム シームレスな衣類のラミネートまたはハイタック用 包装用ホットメルト接着剤 、意思決定チェーンは一貫しています。最初に基材、オープンタイム、使用温度範囲、および規制要件を指定します。次に、適切な配合を選択し、正確な配合と一致させます。 ホットメルト塗布システム 。温度と塗布パラメータが正しく維持されている場合、ホットメルト ボンドは、無駄を最小限に抑え、溶剤の排出がなく、即時の取り扱い強度と長期耐久性を実現します。






